

| 比 較 表 | ||
| 事項 | 上下複動深絞り油圧プレス VUL150-50 | 単動深絞りプレス VTK150-50 |
| 1.絞り金型の作動例 | 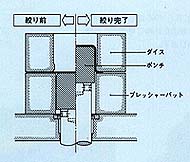 | 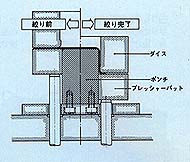 |
| 2.加工物に対し機械出力の選定条件 | 上記の式によりダイス圧力よりポンチ圧力を減じた余力全てがシワ押さえ圧力となり、ステンレス等の坑張力鋼の絞り加工には最適である。 | 上記の式によるシワ押さえ圧力がポンチ圧力の50%以下になる様な軟鋼の絞り加工に適している。 |
| 3.ステンレスSUS304 破断力(計算値)70kg/mm2 を加工した場合 生産能力 ●22Kw使用時の絞り込み速度 ●1個の生産時間 ●毎時生産個数 (製品出入時間=1.5秒と仮定) | 40mm/秒 プレス作動時間2.5秒+製品出入時間 900個/時(4秒/1個) | 10mm/秒 プレス作動時間6.75秒+製品出入時間 436個/時(8.25秒/1個) |
| 4.絞り込み圧力が上昇した場合の 生産性 | 絞り込み圧力が大きくなっても一定速度である。(加工物の大小を問わず) | 特にステンレス加工は台クッション圧力を大きく取る為実際の生産50%以下になる事が多い。 |
| 5.絞り性能 | プレッシャーパットがボルスターに固定する為、安定した製品ができる。 | クッションピン穴位置に規制される為 クランプ位置が不安定である。 |
| 6.金型取付作業 | クッションピン不要の為、容易である。 | クッションピン使用の為、調整に熟練を要す。 |
| 7.他機械の金型を使用する場合 | 使用可能 | クッションピン穴位置により制約される場合もある。 |
| 8.単動プレスとしての性能 | 切り替えスイッチにより使用可能 | |